xsjszcz@126.com
18936293836
短信码登录
密码登录
获取短信验证码
电机车、轮对轴承的改造
2013-02-04
徐高文
电机车的轮对是煤矿井下、地面电机车的主要部件,也是经常需要维修、更换的部件。我公司从2005年到2007年二年中,对使用的6台XK—6/90-KBD电机车的轮对维修作了统计:其中属于轮对中的:轮缘、缘顶、轮箍、踏面、内孔的键槽损坏等,每年至少有50余次之多,给安全生产造成了被动和影响,特别是轮轴、轴头、轴承位置的磨损,难以检查到位和难以处理,需要解除所有的零部件。经堆焊,再经车床加工,工序十分复杂,如图(一)所示。我公司2008年以来,对电机车、轮对轴头位置进行改造及轴承进行改型。
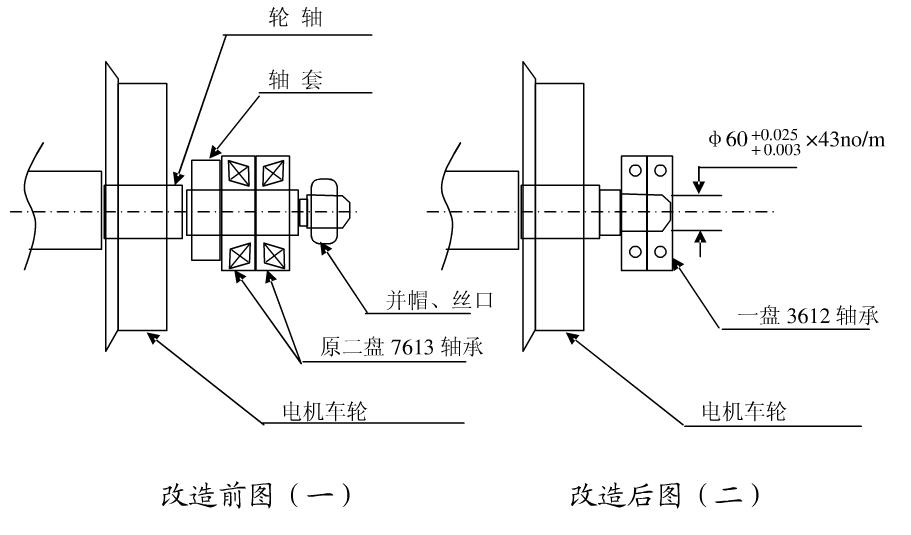
改造方法:
1、在原轴承位置(不算外丝口)车一个
2、更换轴承型号为:双列或圆柱型,3612#或:1612#都可。
3、原丝口可不装并帽。
4、原轴承位置内的轴套可不装。内轴承盖加工内孔直径为φ65,加Y型密封圈,即可使用。
另外:对轮缘、轮顶的磨损,可用ф10—12%的元钢(筋)做或与轮根直径相同的圆环,紧靠在轮缘,轮项补堆焊,即可,及轮箍踏面的磨损可同样用结422电焊条:160A施焊、保温。
经过改造后的轴头和更换不同型号的轴承以来,经3年多时间的使用,没有出现过以上类似现象,每年Z多更换一盘磨损后不符合要求的轴承,使用寿命长,基本无需更换。
